











SAP
Jan 07, 2025
Optimising Customer Relationship Management with SAP Business One
Customer relationships are the cornerstone of long-term success. Building and maintaining strong customer relationships is about providing quality products or…
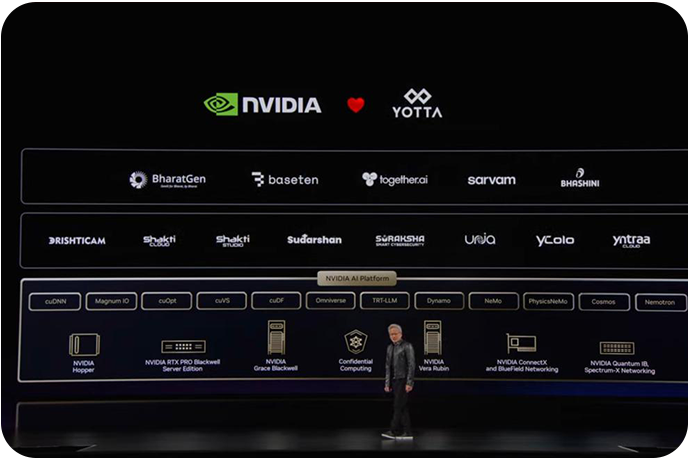
Sovereign AI Cloud and GPU computing platform powering LLMs, inference and large-scale AI innovation with high performance and low latency.
Cloud-native AI platform with managed notebooks and NVIDIA H100/L40S GPUs for scalable model development.
Dedicated GPU virtual machines powered by H100 SXM and L40S for AI, ML, and HPC workloads.
Single-tenant GPU servers delivering maximum AI performance, isolation, and control for enterprise-scale workloads.
Distributed AI infrastructure with NVIDIA GPUs for large-scale training, inference, and enterprise production workloads
Deploy, scale, and infer effortlessly with on-demand, pay-as-you-go compute built for real AI workloads from lab to production.
Deploy and scale AI models in minutes with GPU-optimised, low-latency endpoints. Powered by NVIDIA NIMs.
Ultra-fast model training, fine-Tuning, and deployment with elastic GPU compute and real-time monitoring.
AI inference platform with scalable GPU endpoints for deploying secure, production-ready AI applications.
India's hyperscale sovereign cloud platform, built for enterprise scale. Flexible public, private and hybrid deployments engineered to compete with the best in the world.
Yntraa Public Cloud delivers resilient, scalable infrastructure with APIs, intelligent networking, secure storage, and unified management.
Yntraa Private Cloud for a truly sovereign, fully compliant platform with high performance, enterprise-grade security, and cloud-native agility.
Yntraa Hybrid Cloud empowers enterprises with a flexible, secure, and scalable IT architecture by seamlessly integrating public cloud, private cloud, and on-premises infrastructure.
Unlock greater flexibility, scalability, and operational control with Yntraa’s hybrid AWS cloud solutions.
Achieve the perfect balance of control, scalability, and agility with Yntraa's hybrid Azure solutions.
Cloud Assure Service is a comprehensive gamut of Hybrid Multi-Cloud Management services allowing businesses to leverage the best of cloud environments.
Secure and scalable Tier IV data center hosting designed to simplify IT, reduce costs and support AI ready always-on business operations across India.
Yotta NM1 in Mumbai is Asia’s largest Tier IV Gold Uptime Certified data center with hyperscale, green, carrier-neutral infrastructure.
Yotta D1 in Greater Noida is North India’s hyperscale Tier III Certified data centerwith low-latency connectivity, resilient power, and enterprise-grade colocation infrastructure.
Yotta G1 in GIFT City, Gujarat delivers IFSC-compliant infrastructure with resilient power, low-latency connectivity, and secure colocation.
Get hyperscaler-grade connectivity for the cloud era. Take full control of routing, traffic, and bandwidth with carrier-grade architecture that scales with your business.
Explore our comprehensive portfolio of network and connectivity solutions engineered to support the demands of AI, cloud, hyperscale, and enterprise workloads.
Connect with networks of multiple service providers for a true carrier-neutral approach. Faster data transfer speeds and redundancy to ensure the highest uptime for your business.
Connect to multiple cloud providers, carriers, ISPs, and IXPs through a single high-speed network port, logically partitioned using VLAN segmentation for secure, isolated traffic flows.
Ensure application availability, reliability, and scalability by routing user requests intelligently across multiple backend servers.
Assign dedicated, globally routable IP addresses to your cloud resources with full control over IPv4 and IPv6 allocation.
Seamlessly manage multi-cloud connectivity with high-speed, secure, and SLA-backed private interconnects.
Get seamless delivery across geographies. Reduce buffering, improve load times, and deliver consistent performance - even during traffic spikes.
Delivers seamless hybrid multi-cloud management with unified visibility and end-to-end governance.
Evaluate your cloud and infrastructure readiness for overall optimization opportunities and consultation.
Experience seamless transition to cloud with minimal disruption with expert planning and execution.
Seek real-time monitoring and alerts to ensure optimal performance and availability.
Get end-to-end management of your cloud infrastructure, ensuring smooth operations.
Enhance your efficiency, performance, and cost effectiveness of cloud environments across hybrid multi-cloud environments.
Protect your cloud infrastructure and manage compliance with our robust security measures.
Customized services to support your advanced projects and requirements on cloud.
Resiliency Assurance delivers automated disaster recovery, rapid failover, business continuity, and hybrid cloud resilience.
AI powered cloud native video intelligence and surveillance platform with real-time threat detection, and smart analytics.
Secure cloud video management for centralized monitoring, recording, remote access, and scalable multi-site surveillance operations.
AI-powered analytics delivering real-time alerts, anomaly detection, behaviour insights, and smarter proactive security operations.
Get a multi-layered defence for your entire digital footprint. Protect your infrastructure, data, networks, identities, devices, and applications against cyber threats.
Evaluate and strengthen your security posture. Identify vulnerabilities, map risk exposure, and build a leak-proof defence framework aligned with industry best practices.
24x7 managed threat detection, response, and compliance monitoring. With SIEM, SOAR, UEBA, XDR Connect, and threat intelligence built in, get a 360-degree view of your security landscape without the overhead of an in-house SOC.
Secure your network's entry points with managed firewall & Unified Threat Management, DDoS Protection, and SASE Services. Filter threats at the boundary before they reach critical infrastructure.
Control who accesses what, ensuring only authorised users can see sensitive information. Simplify logins and safeguard your data.
Protect web applications and APIs from vulnerabilities. Leverage strategies, tools, and best practices to defend against unauthorized access and data breaches.
Secure every device in your network to protect sensitive data and prevent breaches. Get visibility, threat detection, and rapid response across individual devices.
Get comprehensive data security solutions to safeguard sensitive information. Ensure confidentiality, integrity, and availability of your organisational data for robust protection against threats.
Identify, assess, and mitigate potential threats to protect systems, networks, and data from unauthorized access or damage. Take proactive measures such as vulnerability scanning and reactive strategies such as incident response to minimize the impact of cyber threats.
OTT, media workflow, and content delivery platform that transforms archives into intelligent, searchable, and monetization-ready content vaults.
A cloud-based rendering solution by Yotta that provides scalable, high-speed GPU compute to accelerate VFX, animation, and content production workflows.
A Start-Up Accelerator Program offering GPU cloud credits with world-class AI and cloud infrastructure.
SAP
Published on October 13, 2021
The term Industry 4.0 has been quite a buzzword over the last couple of years. Used to describe the fourth industrial revolution, Industry 4.0 is the ultimate expression of the convergence between the physical and the digital worlds. Enabled by the internet and technology, it has the potential to transform the manufacturing sector. It leverages the power of data and analytics as well as automation facilitated by the democratisation of smart devices that can communicate with one another.
In many ways, Industry 4.0 is a natural progression from the third industrial revolution that was powered by electronics and information technology. As computing evolved through the 1980s and became accessible in the 1990s, organisations started realising the value of connecting disparate systems and functions. This integration led to the emergence of Enterprise Resource Planning (ERP) as a business-critical and strategic pillar for businesses.
Cut to 2021. The first two decades of the 21st Century have witnessed the meteoric rise of the internet and hardware advancement at a breakneck speed. This brings us to Industry 4.0, and the technology landscape of today looks nothing like what it did during the third industrial revolution. And while the fundamentals and strategic relevance of ERP remain unchanged, the technological innovation and changing business landscape have opened up new applications and avenues. However, for enterprises to tap new opportunities in the era of Industry 4.0, they also need to revisit their approach to ERP. What does this involve and what are the implications for traditional sectors like manufacturing?
At the end of the day, the success of a business or its ability to respond to an evolving operational landscape depends on the quality and pace of decision-making. With large variables to balance and external dependencies, this becomes even more critical for the manufacturing sector.
Upgrading the ERP for an Industry 4.0 environment helps organisations gain better and real-time visibility into the various operational aspects of their operations. This enables a more informed analysis and well-timed decision-making across the organisation and the value chain from the top floor to the shop floor, and from supply chain vendors to customers.





SAP
Jan 07, 2025
Customer relationships are the cornerstone of long-term success. Building and maintaining strong customer relationships is about providing quality products or…

SAP
Sep 16, 2024
In today’s always-on, digital-first business landscape, downtime is no longer an option. Enterprises that rely on SAP for their critical…

SAP
May 10, 2024
Having a robust Enterprise Resource Planning (ERP) system is no longer a luxury, it’s a necessity. An ERP streamlines critical…